1 Підготовка перед тестуванням
1) Твердомір та індентор, що використовуються для випробування твердості за Віккерсом, повинні відповідати положенням GB/T4340.2;
2) Температуру в приміщенні, як правило, слід контролювати в діапазоні 10~35℃. Для випробувань з вищими вимогами до точності її слід контролювати на рівні (23±5)℃.
2 зразки
1) Поверхня зразка повинна бути рівною та гладкою. Рекомендується, щоб шорсткість поверхні зразка відповідала вимогам: Максимальне значення параметра шорсткості поверхні: твердість за Віккерсом зразка 0,4 (Ra)/мкм; твердість за Віккерсом зразка при малому навантаженні 0,2 (Ra)/мкм; мікротвердість за Віккерсом зразка 0,1 (Ra)/мкм
2) Для зразків Віккерса та мікрозразків Віккерса з малим навантаженням рекомендується вибрати відповідне полірування та електролітичне полірування для обробки поверхні відповідно до типу матеріалу.
3) Товщина зразка або тестового шару повинна бути щонайменше в 1,5 раза більшою за діагональ відбитка.
4) Під час використання малого навантаження та мікрошкал Віккерса для випробувань, якщо зразок дуже малий або нерівномірної форми, його слід інкрустувати або затиснути спеціальним пристосуванням перед випробуванням.
3Метод випробування
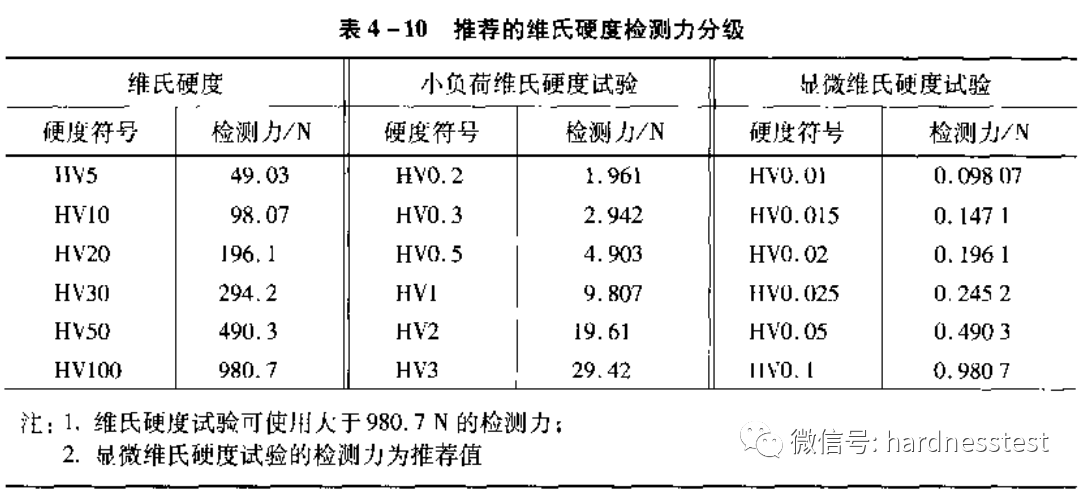
1) Вибір випробувального зусилля: Відповідно до твердості, товщини, розміру тощо зразка, для випробування слід вибрати випробувальне зусилля, зазначене в таблиці 4-10.
2) Час прикладання випробувального зусилля: час від початку прикладання зусилля до завершення повного прикладання випробувального зусилля повинен бути в межах 2 ~ 10 с. Для випробувань на твердість за Вікерсом з малим навантаженням та мікротвердістю за Вікерсом швидкість опускання індентора не повинна перевищувати 0,2 мм/с. Час витримки випробувального зусилля становить 10~15 с. Для особливо м'яких матеріалів час витримки може бути збільшений, але похибка повинна бути в межах 2.
3) Відстань від центру відбитка до краю зразка: сталь, мідь та мідні сплави повинні бути щонайменше в 2,5 раза більшою за діагональ відбитка; легкі метали, свинець, олово та їхні сплави повинні бути щонайменше в 3 рази більшою за діагональ відбитка. Відстань між центрами двох сусідніх відбитків: для сталі, міді та мідних сплавів вона повинна бути щонайменше в 3 рази більшою за довжину діагональної лінії позначки зупинки; для легких металів, свинцю, олова та їхніх сплавів вона повинна бути щонайменше в 6 разів більшою за довжину діагональної лінії відбитка.
4) Виміряйте середнє арифметичне довжин двох діагоналей відбитка та знайдіть значення твердості за Віккерсом за таблицею або обчисліть значення твердості за формулою.
Різниця в довжині двох діагоналей відбитка на площині не повинна перевищувати 5% від середнього значення діагоналей. Якщо вона перевищує, це слід зазначити у протоколі випробувань.
5) Під час випробувань на зразку з криволінійною поверхнею результати слід скоригувати згідно з таблицею.
6) Загалом, рекомендується повідомляти значення випробувань на твердість у трьох точках для кожного зразка.
4 Класифікація твердомірів за Віккерсом
Існує 2 типи поширених твердомірів за Віккерсом. Нижче наведено вступ до поширеного використання твердомірів за Віккерсом:
1. Тип вимірювання окуляром;
2. Тип вимірювання програмного забезпечення
Класифікація 1: Тип вимірювання за допомогою окуляра. Функції: Використовуйте окуляр для вимірювання. Використання: Машина робить відступ (алмаз ◆), а діагональна довжина алмазу вимірюється окуляром для отримання значення твердості.
Класифікація 2: Тип вимірювання програмним забезпеченням: Функції: Використовуйте програмне забезпечення для вимірювання твердості; зручно та не потребує уваги; можна вимірювати твердість, довжину, зберігати зображення відбитків, створювати звіти тощо. Використання: Машина робить відбиток (алмазний ◆), цифрова камера фіксує відбиток на комп'ютері, і значення твердості вимірюється на комп'ютері.
5Класифікація програмного забезпечення4 базові версії, версія з автоматичним керуванням туреллю, напівавтоматична версія та повністю автоматична версія.
1. Базова версія
Можна вимірювати твердість, довжину, зберігати зображення вдавлень, звіти про проблеми тощо;
2. Програмне забезпечення для автоматичного керування револьверною головкою може керувати револьверною головкою твердомера, наприклад, об'єктивом, індентором, завантаженням тощо;
3. Напівавтоматична версія з електричним випробувальним столом XY, блоком керування 2D-платформою; Окрім функції автоматичної версії револьверної головки, програмне забезпечення також може встановлювати інтервали та точки, автоматичне крапкування, автоматичне вимірювання тощо;
4. Повністю автоматична версія з електричним випробувальним столом XY, блоком керування 3D-платформою, фокусуванням по осі Z; Окрім функції напівавтоматичної версії, програмне забезпечення також має функцію фокусування по осі Z;
6Як вибрати відповідний твердомір за Віккерсом
Ціна твердоміра за Віккерсом залежатиме від конфігурації та функцій.
1. Якщо ви хочете вибрати найдешевший, то можете обрати:
Обладнання з невеликим РК-екраном та ручним діагональним введенням через окуляр;
2. Якщо ви хочете обрати економічно вигідний пристрій, тоді ви можете обрати:
Обладнання з великим РК-екраном, окуляром з цифровим енкодером та вбудованим принтером;
3. Якщо ви хочете більш висококласний пристрій, тоді ви можете вибрати:
Обладнання із сенсорним екраном, датчиком із замкнутим контуром, окуляром з принтером (або USB-флешкою), черв'ячним підйомним гвинтом та цифровим енкодером;
4. Якщо ви вважаєте, що вимірювання за допомогою окуляра виснажливі, тоді ви можете обрати:
Оснащений системою обробки зображень твердості CCD, вимірювання на комп'ютері без огляду на окуляр є зручним, інтуїтивно зрозумілим та швидким. Ви також можете створювати звіти та зберігати зображення відбитків тощо.
5. Якщо вам потрібна проста експлуатація та високий рівень автоматизації, тоді ви можете обрати:
Автоматичний твердомір за Віккерсом та повністю автоматичний твердомір за Віккерсом
Функції: встановлення інтервалу та кількості точок, автоматичне та безперервне розміщування точок, а також автоматичне вимірювання.
Час публікації: 17 жовтня 2024 р.






